


I decided to remove the starter and enclosure first as the support bracket was removed when I bought it and the enclosure was hanging loosely from the armored cable that attached to the body. The thing just bugged me hanging there. I tagged all the wires going to the starter and remote switch and took pictures of the connection terminals in both for future installation.

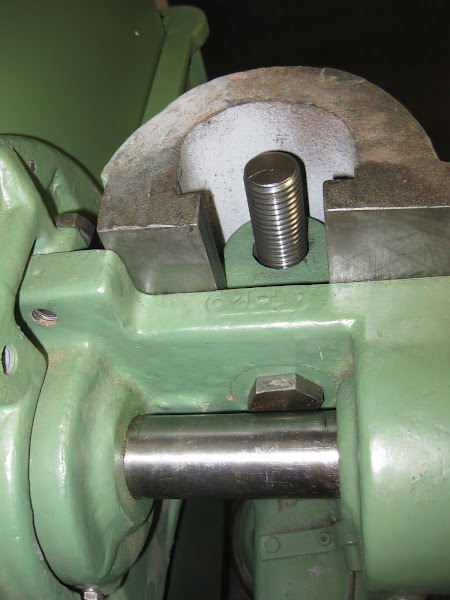
Next came the wheels. The upper wheel was anchored to the shaft with two ½” set screws. These were loosened and a wheel puller attached to the wheel hub and shaft. The wheel came off easily for the first few inches, and I then manually pulled it off the last inch or so. I did not want to risk having the wheel fall off while I was busy with the puller.

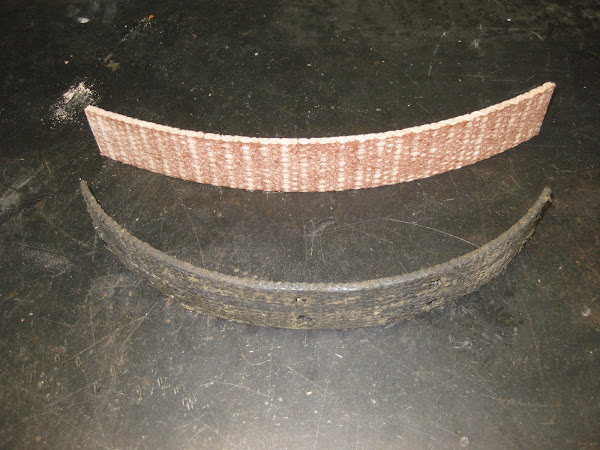
I was surprised at the size of the 8-1/2” diameter brake drum and brake shoes which could have been used in a small car. The construction of the wheel is solid and is interesting with the steel outer frame joined to the inner cast iron hub and brake drum using both welding and rivets. The outer perimeter of the wheel has eight 5/8” threaded holes that are made to accommodate the tire installation tools for a new tire. I am lucky I will not need to do this, as a tire will cost $300 and I would have to purchase or borrow the eight installation tools.

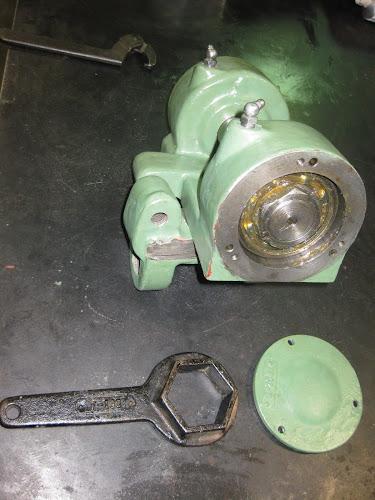
The lower wheel had a cap nut that was removed counter-clockwise. It also had too set screws that were loosened and the wheel came off easily with the puller. With the wheel off, I had a view of the brake assembly, and was surprised to see that the brake cable was badly frayed and only one strand remained attached to the brake actuator. This was going to fail with just a little more use.


The upper door and wheel well were removed which gave me easier to access to the upper wheel arbor and bearing housing. After removing the brake cable from the brake lever, the assembly came off by simply cranking the whole unit up to the top by turning the revolving handle for blade tensioning mechanism and then lifting it off the saw. I had to use a small ladder to give me comfortable access to the assembly at that height.


Removal of the table, tilt mechanism and trunion came next. First, the auxiliary table was removed. The cranking mechanism for the tilt table was then removed to get better access to the three bolts that hold the trunion and table to the pedestal on the band saw frame. These were removed and the table and trunion were lifted off as a unit. The table was then inverted and the trunion was removed.



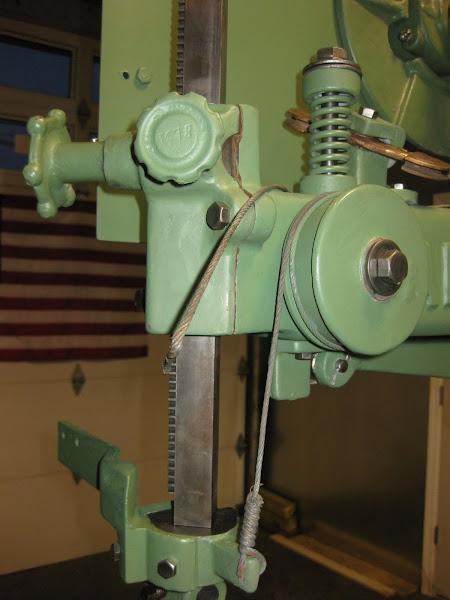
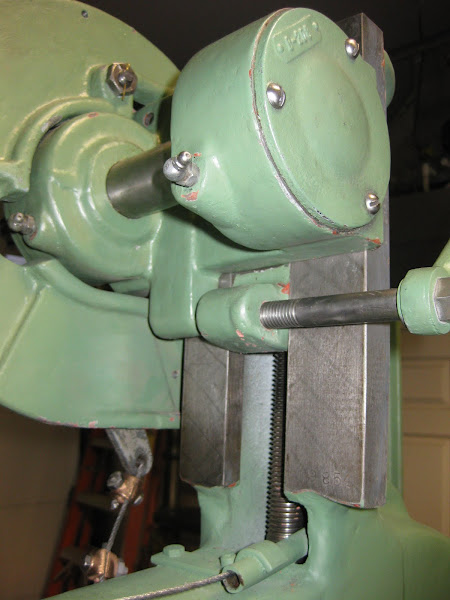
The upper and lower blade guides were removed and then the spring powered tension reel and cable that supports guide post rack and pinion mechanism. I was careful removing the reel to allow the cable to retract slowly. An interesting side note is that the two housing units that enclose the guide post used babbit as a bearing surface. I could not understand why they were so heavy when I removed them!


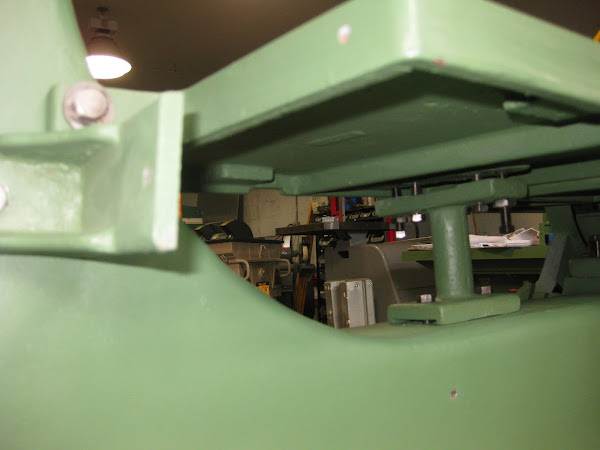
During the removal process, I paid particular attention to the cable network for the brakes. There are two systems: One that is operated by a foot pedal that actuates the cables going to both the upper and lower brakes. The second system uses the start/stop switch lever which is attached to a cable that goes through the lower part of the frame to the brake pedal. Pushing the lever depresses the brake pedal mechanism and actuates the cables that go directly to the upper and lower brakes as if you were stepping on the pedal. This cable has a couple pulleys and transitions located on the underside of the band saw. I could only see it by using a mirror and light. The only way to access this area is to either lift the frame up with a shop crane, or tilt the frame on its side. My inspection showed the cable to be in good shape, so I did not touch this. I did remove the cable network going from the pedal to the upper and lower brakes. It is a bit complicated, so I took plenty of pictures to help out with reassembly.
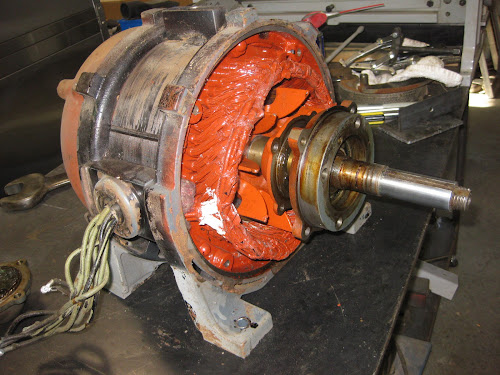
All that remained was the motor. I removed the rear cowling on the motor which gave me access to the two rear mounting bolts. The front bolts were also removed and the motor was lifted from its resting place with a shop crane.




I have to say, that this is the largest 3 HP motor I have come across. It easily weighs 350 pounds, and looks more like a 20 HP motor until you read the identification plate. I was very impressed with the external condition of the motor. A foxtail brush and little compressed air and it looked pretty good for a 60 year old work horse.

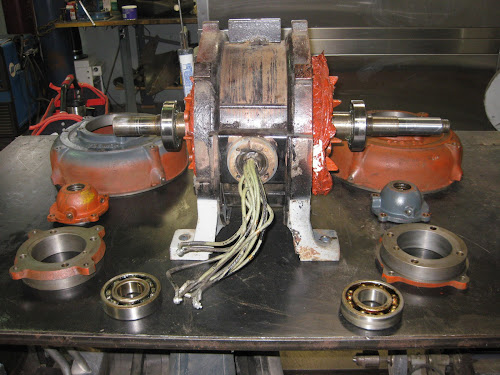
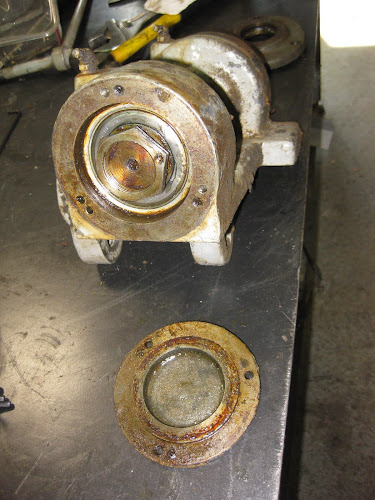
I decided to disassemble and clean the motor, replace the bearings and reassemble and test the motor before going further with the remaining restoration. I always want to make sure that there are no problems with the motor at this point in the process. No use leaving this out of the restoration process when it might need some work. The only way to really know is to disassemble it, and as long as you have gone that far, you might as well replace the bearings.

































{kind=link}